




Get a personalized assessment of your operational efficiency and accelerate growth for your business.
IoT in manufacturing is solving real problems companies have been dealing with for years.
One of the biggest is unplanned downtime. It costs the world’s 500 largest companies an estimated $1.4 trillion annually, roughly 11% of their total revenues, according to the Siemens True Cost of Downtime 2024 report.
In the automotive sector alone, a single hour of stopped production now costs $2.3 million, per the same study.
On top of that, manufacturers are dealing with supply chain disruptions, rising energy costs, stricter quality standards, and ongoing labor shortages.
The pressure to run leaner, faster, and more efficiently is only increasing.
That’s why IoT adoption is picking up pace. Manufacturers using IoT for predictive maintenance are already reducing downtime by 30–50% and cutting maintenance costs by 20–40%, based on data from McKinsey and Deloitte.
And it’s not just about sensors anymore. With AI, digital twins, edge computing, and 5G in the mix, factories are starting to optimize operations in near real time.
In this guide, we’ll walk through:
- 8 proven IoT use cases in manufacturing
- The architecture behind modern deployments
- Real-world ROI benchmarks
- A practical implementation roadmap to help you get started
Who This Guide Is For
- Manufacturing CTOs and VPs of Engineering evaluating IoT investments and platform decisions.
- Plant managers focused on reducing unplanned downtime and improving OEE.
- Digital transformation leaders scaling Industry 4.0 initiatives beyond pilot programs.
- Operations and supply chain executives building the business case for connected manufacturing.
IoT in the Manufacturing Industry: The Current Landscape
The Industrial Internet of Things (IIoT) transforms traditional factories into intelligent, connected environments.
IoT Analytics projects the global IoT in manufacturing market will surpass $200 billion by 2028, driven by falling sensor costs, maturing cloud platforms, and the demonstrated returns early adopters have captured.
The momentum is backed by hard numbers:
Industrial companies plan to invest 5% of annual revenue in digital operations solutions over the next five years, and average digitization levels are expected to rise from 33% to 72%.
The cost of an hour’s downtime has risen 62% since 2019, even as incident frequency has dropped. Major manufacturers now average 25 downtime incidents per month (down from 42 in 2019).
Manufacturing, transportation, and logistics industries are projected to spend $40 billion each on IoT platforms, systems, and services, according to IDC’s IoT Spending Guide.
The trajectory is clear: manufacturers that delay IoT adoption are not maintaining the status quo; they are falling behind competitors who have already moved past pilot programs into production-scale deployments.
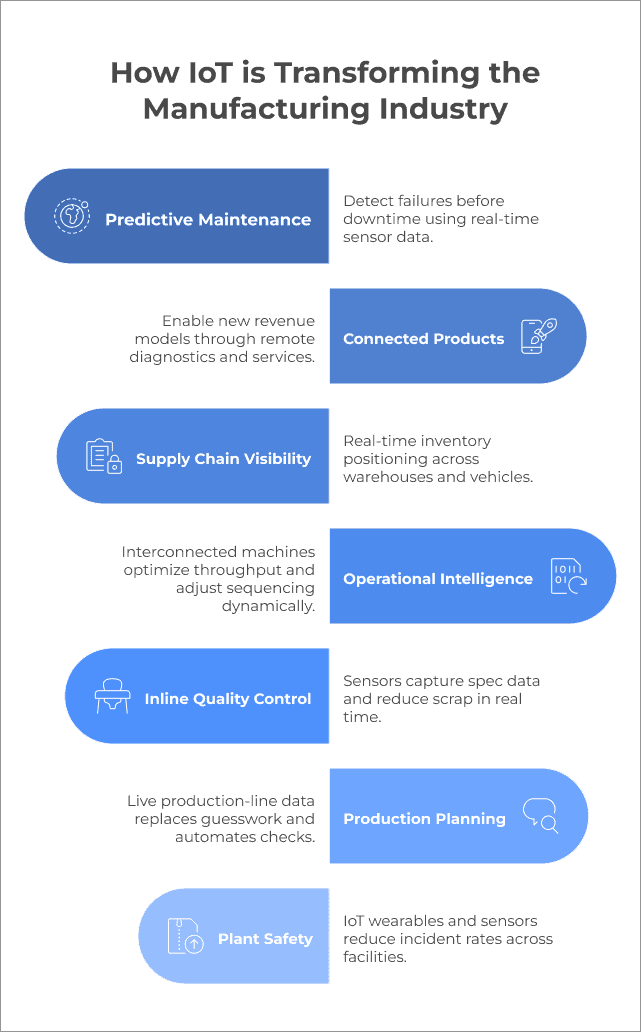
How IoT is Transforming the Manufacturing Industry
IoT’s impact spans the entire manufacturing value chain. Here are the core transformation areas delivering measurable results today.
- Predictive maintenance: Detect failures before downtime using real-time sensor data. Aberdeen Research reports 82% of companies have experienced unplanned downtime costing up to $260,000 per hour.
- Connected products: Enable new revenue models through remote diagnostics, usage-based services, and predictive warranty management, driving higher customer lifetime value.
- Supply chain visibility: Real-time inventory positioning across warehouses, vehicles, and distribution centers. Reduces safety stock buffers and enables micro-logistics strategies.
- Operational intelligence: Interconnected machines form self-coordinating networks that optimize throughput, adjust sequencing dynamically, and surface bottlenecks before they cascade.
- Inline quality control: Sensors capture spec data from raw materials through final assembly, integrating with MES and ERP to flag deviations and reduce scrap in real time.
- Production planning: Live production-line data replaces guesswork. Manufacturers automating manual quality checks have reclaimed up to 20% of production time.
- Plant safety: Work injuries cost U.S. businesses $167 billion in 2022. IoT wearables, environmental sensors, and automated shutdowns are reducing incident rates across facilities.
8 Proven IoT Use Cases in Manufacturing
1. Predictive Maintenance
Sensors keep an eye on equipment and flag issues early. That way, teams can fix problems before they turn into failures, instead of relying on reactive or scheduled maintenance.
How It Works
- Vibration, temperature, pressure, and acoustic sensors are installed on critical assets (motors, compressors, bearings, pumps).
- Edge AI models run anomaly detection algorithms locally, flagging deviations from normal operating patterns.
- Alerts integrate with CMMS and ERP systems, automatically generating work orders with severity rankings.
- Historical failure data trains models to improve prediction accuracy over time.
Business Impact
| Metric | Impact |
|---|---|
| Machine downtime reduction | 30–50% (McKinsey) |
| Breakdown reduction | 70% (Deloitte) |
| Maintenance cost reduction | 25% (Deloitte) |
| Machine life extension | 20–40% (McKinsey) |
Real-World Example
General Motors deployed IoT sensors and AI across its U.S. assembly plants to monitor robots and critical equipment.
The system predicts over 70% of equipment failures at least 24 hours in advance, reducing unexpected downtime by 15% and saving $20 million annually in maintenance expenses.
2. Remote Asset Monitoring
You can monitor equipment remotely and see how it’s being used and performing across locations. This makes it easier to manage assets and even offer service models like Equipment-as-a-Service.
How It Works
- IoT sensors track power consumption, cycle counts, operating temperatures, and throughput in real time.
- Cloud dashboards provide centralized monitoring across multiple sites and asset types.
- Automated alerts trigger service dispatch when performance degrades beyond thresholds.
Business Impact
| Metric | Impact |
|---|---|
| Energy cost reduction | Up to 40% |
| Service response time | 50–70% faster |
| Asset utilization | 15–20% improvement |
Real-World Example
Harley-Davidson transformed its York, Pennsylvania, plant into a connected smart factory using IoT sensors to remotely monitor production lines from a single dashboard.
The result: a new motorcycle rolls off the line every 86 seconds, the build-to-order cycle dropped from 21 days to 6 hours, and net margin improved by 19% (IoT Solutions World Congress).
3. Digital Twins
A digital version of your equipment, production line, or even the entire factory. It mirrors what’s happening in real time using live IoT data.
How It Works
- IoT sensors feed continuous operational data (temperature, pressure, throughput, vibration) into a digital model.
- The digital twin simulates current and future states, enabling “what-if” scenario analysis.
- AI and physics-based models optimize processes virtually before changes are applied to the physical asset.
- Integration with MES and PLM systems keeps the twin synchronized with production reality.
Business Impact
| Metric | Impact |
|---|---|
| Process cycle time improvement | Up to 30% |
| New product introduction speed | 20–50% faster |
| Commissioning and changeover time | Reduced by 20–30% |
Real-World Example
Procter & Gamble partnered with Microsoft to deploy Azure IoT Operations and digital twins across its U.S. manufacturing plants.
At its Pampers facilities, IoT sensors and predictive models helped cut product defects by 70%. That means fewer products being scrapped, with savings reaching seven figures every week. The system can also predict failures 6–8 hours in advance.
4. Smart Logistics Management
IoT connects warehouses, fleets, and shipments into one system. That gives you real-time visibility and helps automate the supply chain.
How It Works
- GPS, RFID, and environmental sensors track shipments in real time across the entire logistics chain.
- Automated order processing and status updates reduce manual intervention.
- Route optimization algorithms use live traffic, weather, and delivery window data.
- Warehouse IoT integrates with WMS for automated inventory positioning and pick-path optimization.
Business Impact
| Metric | Impact |
|---|---|
| Shipping and logistics costs | 10–20% reduction |
| Delivery accuracy | 95%+ on-time rates |
| Inventory carrying costs | 15–25% reduction |
Real-World Example
Amazon uses IoT-connected robots, autonomous delivery vehicles, and smart lockers to streamline last-mile delivery and warehouse operations.
Automated order processing reduces operating costs while connected delivery bots improve customer satisfaction scores.
Logistics managers use IoT data to optimize fuel expenditures, monitor fleet health, and enhance driver safety, resulting in lower insurance costs and reduced inventory damage.
5. Automated Quality Control
IoT systems check product quality in real time as things are being made. So issues are caught immediately, instead of waiting until the end of the production line.
How It Works
- Vision systems, laser measurement sensors, and spectroscopy tools capture dimensional, surface, and composition data inline.
- Edge AI classifies defects and flags anomalies in milliseconds.
- Quality data integrates with MES to trace defects back to specific materials, machines, or operators.
Business Impact
| Metric | Impact |
|---|---|
| Defect detection rate | Up to 99.5% |
| Scrap and rework costs | 20–35% reduction |
| Customer returns | 15–25% reduction |
Real-World Example
Stanley Black & Decker deployed IoT across its U.S. manufacturing facility, taking production line efficiency from approximately 75% to 95–96%, with labor force efficiency improving by 10% and measurable gains in quality and warranty returns, as covered by Worximity.
6. Energy Management and Sustainability
Real-time monitoring and optimization of energy consumption across manufacturing operations, driven by IoT sensor data and analytics.
How It Works
- Smart meters and sub-meters track electricity, gas, compressed air, and water usage at the machine level.
- Analytics platforms identify consumption patterns, peak demand periods, and waste.
- Automated controls adjust HVAC, lighting, and machine idle states based on real-time occupancy and production schedules.
Business Impact
| Metric | Impact |
|---|---|
| Energy cost reduction | 10–30% |
| Carbon emissions reduction | 15–25% |
| Regulatory compliance cost | Significantly reduced |
Real-World Example
Schneider Electric’s Lexington, Kentucky smart factory deployed IoT-connected power meters and predictive analytics, achieving a 26% energy reduction (GWh), 30% net CO2 reduction, and 20% water use reduction.
The facility was named a World Economic Forum Sustainability Lighthouse, one of only 17 worldwide, and earned U.S. DOE Platinum Superior Energy Performance certification.
7. Real-Time Manufacturing KPI Dashboards
IoT-driven performance monitoring systems that compile and contextualize data from across the factory floor into real-time dashboards, replacing manual reporting with live visibility.
How It Works
- OEE (Overall Equipment Effectiveness), combining availability, performance, and quality metrics, is calculated automatically from machine data.
- Additional KPIs, including MTBF (Mean Time Between Failures), MTTR (Mean Time To Repair), first-pass yield, and throughput rate, are captured in real time.
- Industrial IoT platforms contextualize raw data into simplified reports and dashboards accessible to operators, supervisors, and executives.
Business Impact
| Metric | Impact |
|---|---|
| OEE improvement | 10–20 percentage points |
| Reporting time | 70–90% reduction |
| Decision-making speed | Near real-time (vs. days) |
8. Connected Worker Safety
Wearable IoT devices and environmental sensors that monitor worker health, location, and exposure to hazards in real time, enabling proactive safety interventions.
How It Works
- Wearables track heart rate, body temperature, fatigue indicators, and proximity to hazardous zones.
- Environmental sensors detect heat, toxic gas levels, radiation, noise, and air quality thresholds.
- Geofencing and real-time location systems (RTLS) alert workers entering restricted or high-risk areas.
- Safety data integrates with incident management systems for trend analysis and regulatory reporting.
Business Impact
| Metric | Impact |
|---|---|
| Workplace incidents | 10–25% reduction |
| Safety compliance costs | Significantly reduced |
| Insurance premiums | 5–15% reduction |
How IoT in Manufacturing Actually Works: Architecture Overview
A modern manufacturing IoT stack consists of five layers. Understanding them is essential for evaluating vendors and planning deployments.
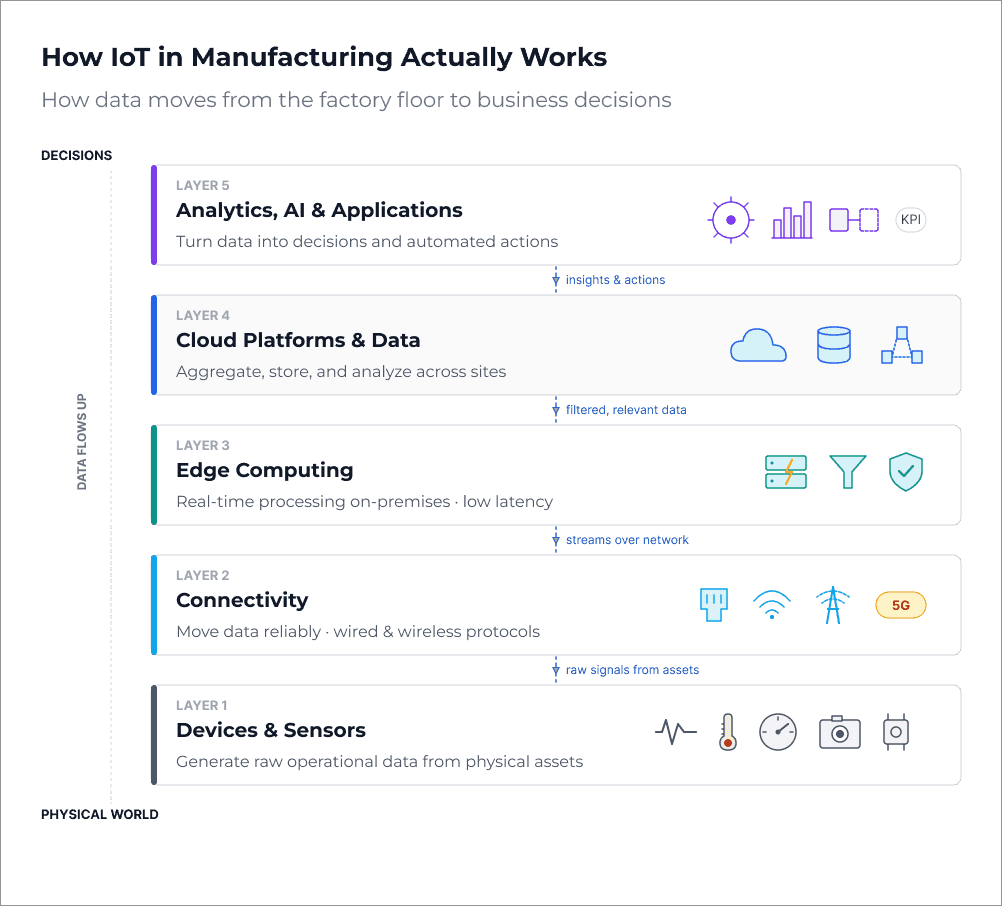
Layer 1: Devices and Sensors
Purpose: Generate raw operational data from physical assets.
Includes vibration sensors, temperature probes, pressure transducers, flow meters, smart cameras, and wearables. Sensor selection must account for the operating environment and required sampling frequency.
Layer 2: Connectivity
Purpose: Move data from sensors to processing systems reliably.
Wired protocols (Ethernet/IP, PROFINET, Modbus TCP) and wireless options (Wi-Fi 6, LoRaWAN, Zigbee). For low-latency applications, 5G private networks offer sub-10ms latency and support for thousands of concurrent devices per facility.
Layer 3: Edge Computing
Purpose: Enable real-time processing and reduce cloud dependency.
Edge nodes run anomaly detection and quality inspection models locally. Reduces bandwidth costs, ensures operation during outages, and keeps sensitive data on-premises. Key platforms: AWS Outposts, Azure Stack Edge, Google Distributed Cloud.
Layer 4: Cloud Platforms and Data Infrastructure
Purpose: Aggregate, store, and analyze data at scale across sites.
Platforms like AWS IoT, Azure IoT Hub, Siemens MindSphere, and PTC ThingWorx handle historical analysis and cross-site benchmarking. Modern deployments use Industrial Data Platforms (Snowflake, Databricks) to unify OT and IT data.
Layer 5: Analytics, AI, and Applications
Purpose: Transform data into decisions and automated actions.
Predictive maintenance algorithms, digital twin simulations, real-time dashboards, and optimization engines. This layer is where AI/ML models surface insights and business intelligence tools deliver KPIs to decision-makers.
Key Takeaway:
A well-architected IoT deployment is not a monolithic system. It is a layered, modular stack where each component can be upgraded, scaled, or replaced independently. Start with the use case, then select the architecture, not the reverse.
Top IoT Platforms for Manufacturing (Quick Comparison)
Choosing the right platform depends on your existing cloud ecosystem, OT integration needs, and whether you prioritize breadth or manufacturing-specific depth.
| Platform | Best For | Key Strength |
|---|---|---|
| AWS IoT | Cloud-first, data-heavy deployments | Scalable analytics and edge integration (Greengrass) |
| Azure IoT Hub | Microsoft-ecosystem manufacturers | Strong enterprise integration and digital twins |
| Siemens MindSphere | Discrete and process manufacturing | Deep OT integration and industry-specific apps |
| PTC ThingWorx | AR-enabled operations and PLM-centric orgs | Rapid app development and Vuforia AR integration |
| Google Cloud IoT | AI/ML-first analytics strategies | BigQuery and Vertex AI for advanced analytics |
ROI of IoT in Manufacturing: What Companies Actually Gain
At this point, IoT in manufacturing is already proving its value. The real question is how much you can get out of it, and how quickly.
Some companies are cutting production losses by 58% and maintenance costs by 79% with predictive maintenance, based on McKinsey research.
Here is what documented deployments show across key metrics:
| Metric | Impact |
|---|---|
| Machine downtime (McKinsey) | 30–50% reduction |
| Breakdowns (Deloitte) | 70% reduction |
| Maintenance costs (Deloitte) | 25% reduction |
| Machine life extension (McKinsey) | 20–40% increase |
| Energy consumption (Schneider Electric Lexington) | 26% reduction |
| Production defects (P&G / Microsoft) | 70% elimination |
| Production line efficiency (Stanley Black & Decker) | 75% → 96% |
How to Calculate Your IoT ROI
To build a defensible business case, quantify these three categories:
- Direct cost savings: reduced maintenance spend, lower energy bills, less scrap and rework, fewer warranty claims.
- Revenue enablement: increased throughput, faster time-to-market for new products, new service-based revenue models (EaaS, outcome-based contracts).
- Risk mitigation: avoided downtime costs, reduced safety incidents and associated liabilities, improved regulatory compliance.
Most manufacturers that proceed past a focused pilot program report payback periods of 12–18 months on their IoT investments.
How AI is Transforming IoT in Manufacturing (AIoT)
The convergence of artificial intelligence and IoT, commonly called AIoT, is the most significant technology shift in manufacturing since the introduction of programmable logic controllers.
IoT generates the data. AI makes it actionable. Together, they enable capabilities that neither technology delivers alone.
The Maturity Spectrum
Manufacturing AIoT deployments evolve through three stages:
- Predictive: ML models analyze sensor data to forecast failures, quality defects, and demand patterns. This is where most manufacturers are today.
- Prescriptive: AI recommends specific actions, adjust this temperature, reroute that production line, reorder this material, with confidence scores and expected outcomes.
- Autonomous: Agentic AI systems execute decisions in real time without human approval for routine operations, escalating only exceptions.
What This Means in Practice
Early autonomous deployments include self-optimizing process control and autonomous quality gates. These systems handle routine decisions independently and escalate only exceptions to human operators.
Edge AI: Intelligence at the Source
Running AI inference directly on edge devices delivers sub-millisecond response times critical for safety, quality inspection, and real-time process control.
Modern edge AI chips from NVIDIA (Jetson), Intel (Movidius), and Qualcomm enable sophisticated models to run on compact, ruggedized hardware deployed alongside production equipment, no cloud round-trip required.
Where AIoT Delivers the Most Impact
- Anomaly detection across equipment fleets, not just individual machines.
- Computer vision for inline quality inspection at production speed.
- Process optimization that continuously adjusts parameters to maximize yield.
- Demand-driven production scheduling responding to real-time sales signals.
Digital Twins: The Next Evolution of Smart Manufacturing
Digital twins have evolved from a niche simulation tool into a foundational element of modern manufacturing strategy. Gartner includes digital twins in its critical technologies for manufacturing, and adoption is accelerating.
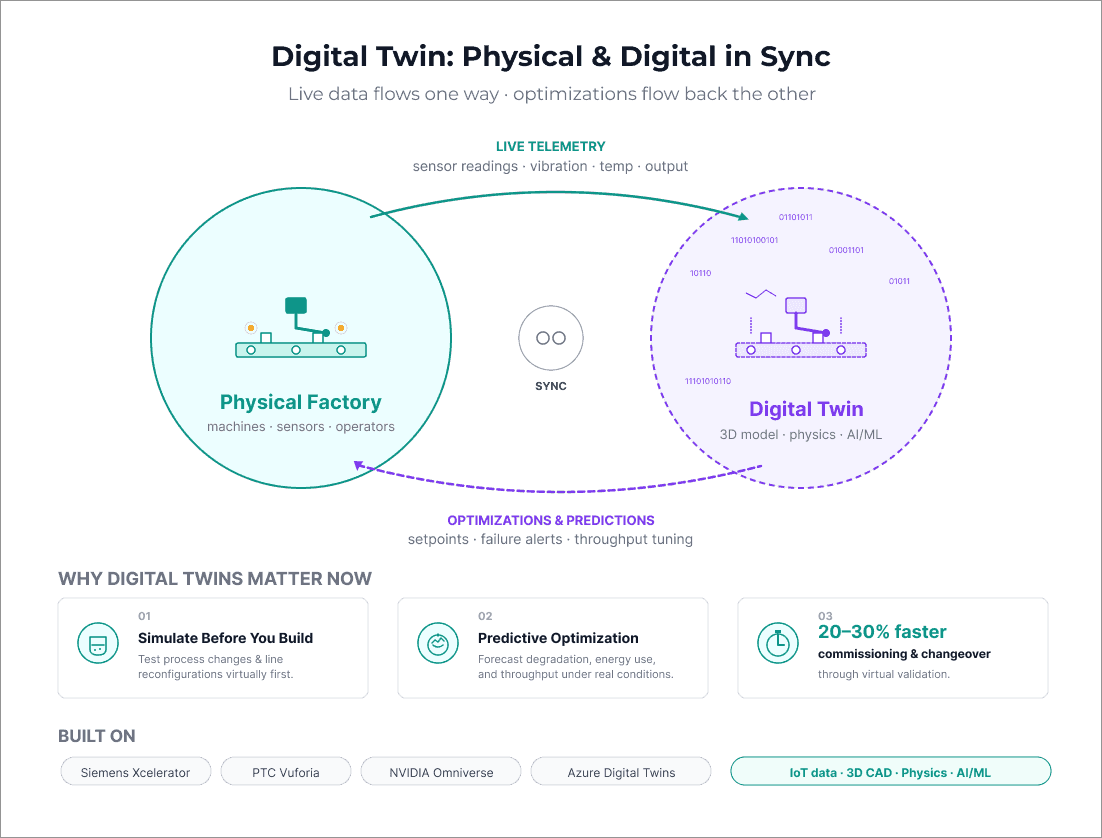
Why Digital Twins Matter Now
- Simulation before execution: test process changes, new product introductions, and line reconfigurations virtually before committing physical resources.
- Predictive optimization: combine live IoT data with physics-based models to predict equipment degradation, energy consumption, and throughput under varying conditions.
- Accelerated commissioning: reduce factory changeover and new equipment commissioning time by 20–30% through virtual validation.
Digital Twin Technology Stack
A functional digital twin integrates IoT sensor data, 3D CAD models, physics simulation engines, and AI/ML layers.
Leading platforms include Siemens Xcelerator, PTC Vuforia, NVIDIA Omniverse, and Microsoft Azure Digital Twins.
The choice depends on your existing CAD/PLM ecosystem and whether you need facility-level or component-level twins.
Challenges of Implementing IoT in Manufacturing (and How to Solve Them)
IoT deployments fail more often from organizational and architectural issues than from technology limitations. Here are the most common challenges and proven solutions:
Legacy Systems Integration
Most factories run equipment spanning multiple decades and communication protocols. Retrofitting sensors onto legacy machines and bridging OPC-UA, Modbus, and PROFINET with modern cloud architectures requires protocol translation gateways and middleware.
The key is starting with non-invasive sensors (clamp-on vibration, external temperature probes) that do not require modification to the original equipment.
Data Silos and Interoperability
Manufacturing data lives in MES, ERP, SCADA, CMMS, and quality management systems that were never designed to share information.
An industrial data platform, a unified layer that ingests, normalizes, and contextualizes data from all sources, is essential. Without it, IoT generates more data but not more insight.
OT Cybersecurity
Connecting air-gapped operational technology to IP networks introduces attack surfaces that operational technology security teams must address.
The NIST Cybersecurity Framework for Manufacturing and IEC 62443 provide the foundational standards. Practical steps include network segmentation (IT/OT demilitarized zones), encrypted device communication, regular firmware patching, and continuous threat monitoring tailored to industrial protocols.
Scalability
A pilot on one production line is straightforward. Scaling to dozens of lines across multiple facilities introduces challenges in device management, data volume, model retraining, and organizational change management.
The solution is a platform-first approach: choose IoT infrastructure that supports multi-site, multi-protocol, and multi-tenant architectures from day one.
Talent and Change Management
IoT success requires cross-functional collaboration between OT engineers, IT teams, data scientists, and production operators.
Manufacturers that invest in upskilling existing staff, rather than relying solely on external hires, see faster adoption and more sustainable results.
How to Implement IoT in Manufacturing: A Step-by-Step Roadmap
A structured approach separates manufacturers that capture real value from those that stall in perpetual pilot mode.
Step 1: Identify a High-Impact Use Case
Start with a specific, measurable problem, not a technology-first mandate.
The best starting use cases have clear cost visibility (e.g., unplanned downtime on a specific line), existing data infrastructure to build upon, and executive sponsorship. Predictive maintenance and energy monitoring are the most common first deployments because they deliver fast, quantifiable wins.
Step 2: Run a Focused Pilot (8–12 Weeks)
Deploy sensors on 3–5 critical assets, establish baseline metrics, and build the data pipeline from edge to cloud.
The pilot should prove both technical feasibility and business value. Set a clear success threshold before you begin, for example, detecting at least one equipment anomaly that would have been missed by existing processes.
Step 3: Build the Data Infrastructure
Before scaling, invest in the data architecture: an industrial data platform that ingests OT and IT data, a device management system for firmware updates and security patching, and an analytics layer that supports both historical reporting and real-time alerting.
This is the foundation that determines whether scaling succeeds or collapses under its own complexity.
Step 4: Scale Across Lines and Sites
With a proven pilot and scalable infrastructure, extend the deployment to additional production lines, asset types, and facilities. Standardize sensor specifications, connectivity protocols, and data schemas to reduce per-site deployment time and cost.
Establish a Center of Excellence or IoT Program Management Office to coordinate cross-site rollouts.
Step 5: Optimize and Expand
Once foundational use cases are operational, layer on advanced capabilities: digital twins, AIoT-driven process optimization, autonomous quality control, and predictive supply chain management.
Each new use case builds on the data infrastructure and organizational capabilities established in earlier phases.
Most manufacturers that follow a structured approach move from pilot to production-scale deployment within 12–18 months and begin seeing positive ROI by month 9–12.
IoT Trends Shaping Manufacturing
1. 5G Private Networks
Private 5G gives you much lower latency and supports far more connected devices than Wi-Fi.
That’s why manufacturers like John Deere and Corning are using it for things like AGVs, AR-based maintenance, and large-scale sensor deployments.
2. Agentic AI and Autonomous Operations
AI agents can plan, decide, and act on their own within defined boundaries. They handle tasks like scheduling, process adjustments, and maintenance coordination without human involvement for routine work. Early deployments are already showing measurable results.
3. Industrial Metaverse and Immersive Operations
AR headsets overlay live IoT sensor data on physical equipment for maintenance.
Remote experts guide on-site teams through repairs. Engineers walk through digital twin environments to plan facility changes. IoT + spatial computing + digital twins = the industrial metaverse.
4. Sustainability-Driven IoT
EU CSRD and SEC disclosure rules are making granular energy and emissions tracking mandatory. IoT provides machine-level consumption, waste, and water usage data, the auditable foundation that ESG reporting requires.
5. Converged IT/OT Security
Unified SOCs monitoring both IT and OT networks, purpose-built threat detection platforms (Claroty, Nozomi Networks, Dragos), and security-by-design in IoT architectures. OT security is now a C-suite priority, not an afterthought.
Build Your IoT-Enabled Manufacturing Future with Imaginovation
If you’re evaluating IoT but struggling to quantify ROI or scale beyond pilot programs, we can help you design and deploy production-ready solutions.
Our teams at Imaginovation bring deep expertise in IoT architecture, AI/ML integration, data engineering, and enterprise system integration.
We partner with manufacturers at every stage, from identifying the right first use case to scaling across facilities.




